آلات تصنيع الطوب الأوتوماتيكية بالكامل مقابل شبه الأوتوماتيكية: 5 مقارنات رئيسية لتحسين ميزانيتك
Jun 26, 2026
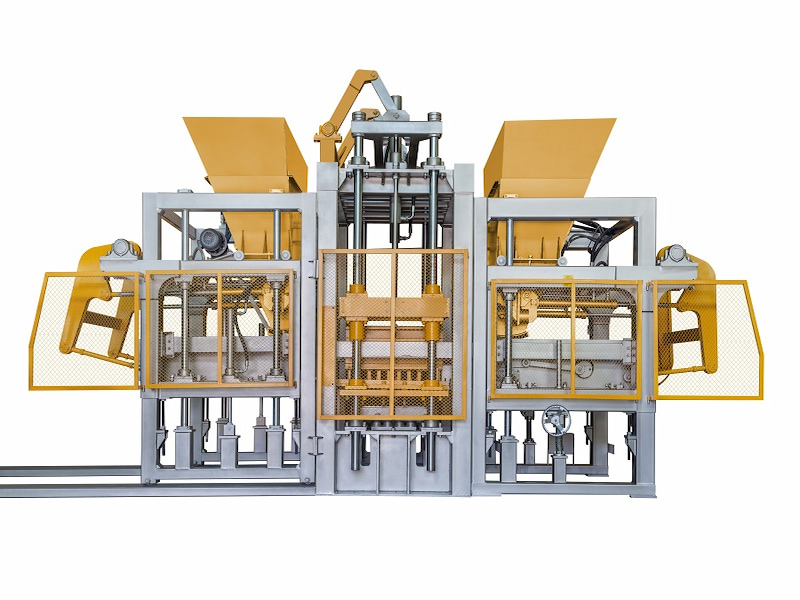
سريع إجابة آلات تصنيع الطوب الأوتوماتيكية بالكامل تُؤتمت الآلات الأوتوماتيكية بالكامل عملية الإنتاج بأكملها - من تغذية المواد إلى رصّ الطوب النهائي - بأقل قدر من التدخل البشري، حيث تُنتج عادةً أكثر من 10,000 طوبة في الوردية الواحدة مع 3-5 عمال للإشراف. أما الآلات شبه الأوتوماتيكية فتتطلب تدخلاً يدوياً في مناولة المواد وإزالة الطوب، وتُنتج ما بين 2,000 و8,000 طوبة في الوردية الواحدة مع 8-12 عاملاً. في حين أن تكلفة الأنظمة الأوتوماتيكية بالكامل تتراوح بين 150,000 و450,000 دولار أمريكي، مقارنةً بتكلفة تتراوح بين 30,000 و80,000 دولار أمريكي للوحدات شبه الأوتوماتيكية، إلا أنها تُوفر معدلات عيوب أقل بنسبة 92%، وتكاليف تشغيل أقل بنسبة 37%، وفترات استرداد أسرع (8-12 شهراً مقابل 12-18 شهراً) للعمليات ذات الحجم الكبير. يعتمد الاختيار الأمثل على حجم إنتاجك، وتوافر العمالة، وميزانيتك، وطلب السوق. أهم النقاط عاملشبه أوتوماتيكيأوتوماتيكي بالكاملاستثمار30,000 دولار - 80,000 دولار150,000 دولار - 450,000 دولارالناتج اليومي2000–8000 كتلةأكثر من 10000 كتلةالعمالة المطلوبة8-12 عاملاً3-5 عمالمعدل العيوب2-3%
اقرأ المزيد